This article is also available in the following languages:
![]() English
English ![]() Tiếng Việt
Tiếng Việt
輪轂材質分類
1.鋼制輪轂
鋼制輪轂的製作工藝簡單,價格較低;但其本身重量較大,慣性阻力大,散熱性能較差;且輪圈樣式也比較普通,常用在商用車、卡車或一些入門級的乘用車上。
2.碳纖維材質
碳纖維材質的輪轂,由於其重量更輕、強度更高,但其成本高昂,因此多用於超跑車型上。
3.鋁合金材質
而鋁合金的材質比傳統的鋼制輪轂散熱好、重量輕、更具美觀性,並且價格方面要比碳釺維材質便宜;因此其也被較為廣泛的裝備在各種汽車上。
鋁合金輪轂有足夠的強度且不易腐蝕;壓鑄成型工藝簡單,可以設計製作成任何形狀以滿足人們對審美的要求,後期拋光和電鍍工藝使其能夠製造出更加光亮整潔的外型;再加以表面抗腐蝕處理以及靜電粉體塗裝能夠使其歷久如新。
隨著汽車製造工藝的日益發展,鋁合金輪轂 (也稱為鋁圈) 從豪華車型的專有配置,逐漸成為各層次車型的標準配置。根據不完全統計,現在國內市場上車輛購置價格超過5 萬元的小型乘用車,鋁合金輪轂的裝配率超過 99%。
輪轂生產工藝
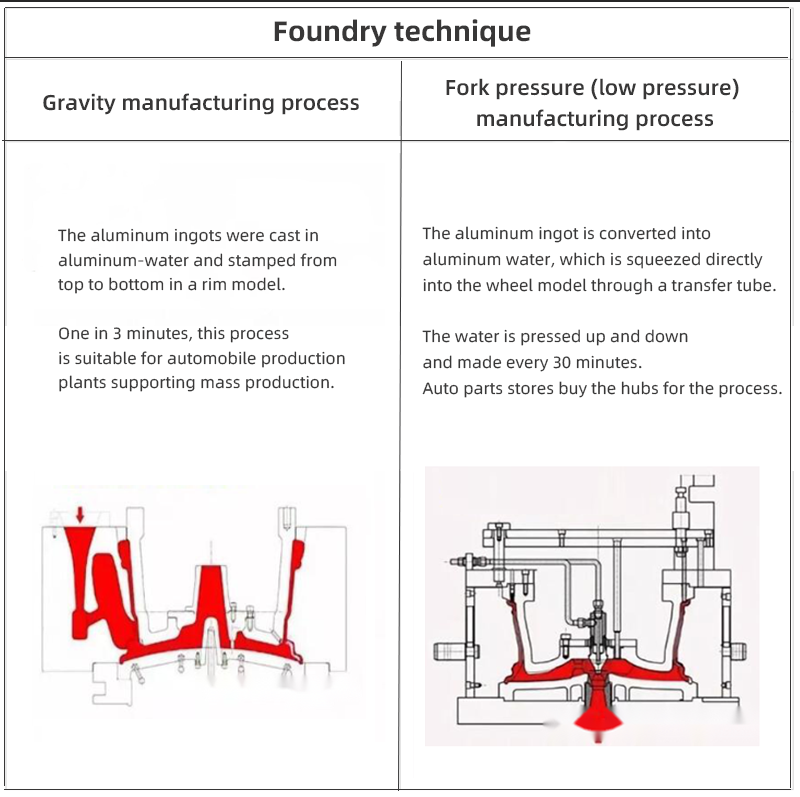
鑄造
鍛造

拋光方案
1.振動研磨拋光機(溜光機)
振動式研磨拋光機使用三次元振動原理,雙馬達振動,確保拋光過程中無死角;可用於對汽車輪轂刮傷、氧化、電鍍脫皮等進行翻新拋光處理,研磨拋光後表面無傷痕、亮度佳,因此拋光後可直接進行電鍍工序。

我們公司也銷售與上述相同的機器。 請掃描帖子末尾二維碼聯繫客服。
具體操作步驟為:
粗磨:採用復合藍白點陶瓷研磨石,可將輪轂表面原有的刮痕、傷痕、氧化部分、電鍍脫皮部分處理平整。
細磨:採用復合樹脂研磨石,將輪轂表面粗磨後粗細度處理得更加細膩,以便於拋光這遍工序。
拋光:採用復合鋯球拋光石,對輪轂進行拋光,亮度可達到10K效果。
2.布輪拋光機
①拋光設備:使用單機雙布輪CNC拋光機
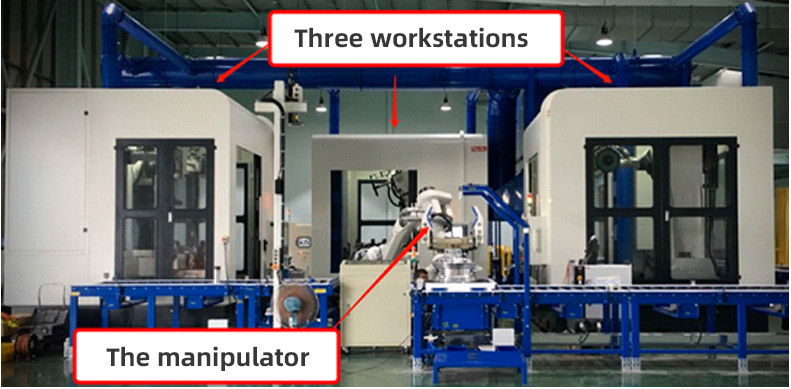
三個工作站負責不同的拋光工藝。
機械手負責將工件分發到工作站。
該CNC拋光機,數控系統功能強大,能夠隨著布輪的加工角度、方向改變等因素提供360度的自動壓力補償;且步序式程式簡單易學,各個加工點拋光壓力均可自由定義。
並且自由路徑程式的編寫能夠免去布輪修成型的麻煩;對於少量多樣加工來說,加工彈性極佳。
工作站內部佈局如下圖:

具體拋光操作步驟為:
砂光:拋光前先使用氣動砂光機將車刀痕移除,有利於後續拋光的順利進行
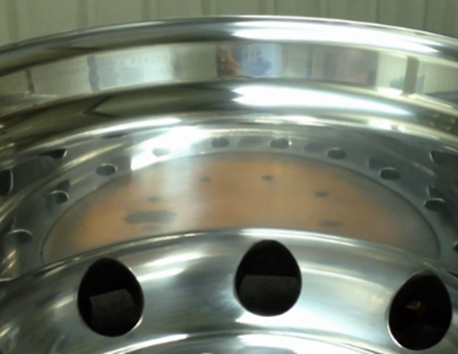
粗拋:輪圈內部粗拋使用粗拋布輪: BC-Q18(外徑18寸) 或 BC-R19(外徑19寸)搭配粗拋光液: LT-36BP;粗拋後段將不再噴蠟,利用布輪在拋的過程中將粗拋光液清除乾淨,以免遺留粗拋光液影響後續細拋品質。

粗拋後的亮度如下圖:
細拋:輪圈內部細拋使用細拋布輪: BC-Q18(外徑18寸)或BC-R19(外徑19寸)搭配細拋光液: H76-28A及H89-28A

細拋後的亮度如下圖:

此輪轂設備產能數據、報價、拋光工序與相關詳細參數,與進口西班牙Autopulit設備的優勢分析等等,請掃描網頁末端二維碼聯繫客服,我們將有專人為您對接說明。