日常生活中,金屬器材才常見的組合方式就是焊接,雖然焊接快速且方便,但往往焊接好的金屬表面會留下一道道的焊疤,變得不整潔不美觀;
因此對於產品表面美觀跟整潔度有一定要求的廠家,都會想方設法將焊接後產生的焊疤去除。 如何又快又好的完成焊疤的去除,就是我們今天要討論的議題。 如何又快又好的完成焊疤的去除,就是我們今天要討論的議題,很多客戶咨詢這類問題,我們今天特別針對不鏽鋼焊疤的去除過程中,從類型、對應的手工具設備、以及相關耗材。
而我們今天這一篇文章,主要是針對【不鏽鋼圓管「直角位」的焊疤打磨拋光】做詳述。
圓管「直角位」拋磨設備
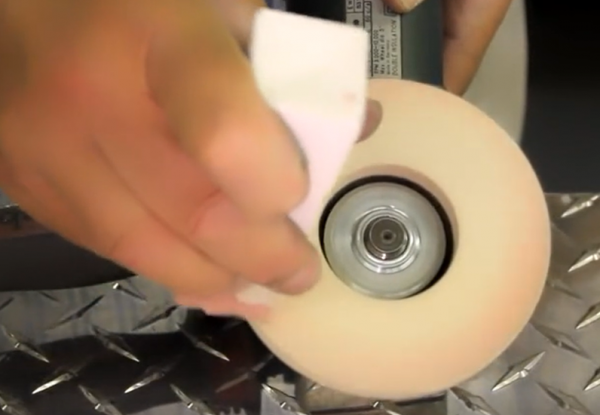
由於焊接處所處的位置空間的原因,因此焊疤的去除主要以手工拋磨為主,主要使用手持式角磨機進行操作。

市售的角磨機規格很多,不同的馬力、軸尺寸、連接方式、及不同轉速(搭配不同拋磨耗材尺寸),以及氣動和電動的差別,國外常用的規格為「4-1/2」x 7/8」」為114.3mm*22mm(軸),而國內常用的規格主要為 100mm*16mm(軸)不同。
針對不鏽鋼圓管「彎角位」的焊疤打磨拋光
圓管「直角位」拋磨方案
使用「尼龍百葉片」或俗稱「紗布百葉片」,配合角磨機,將凹凸不平的焊疤初步打磨平整。通過角磨機的高速旋轉下,「尼龍百葉片」能夠快速的清除焊疤。
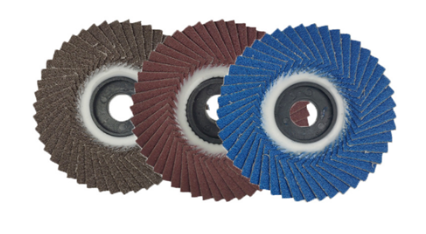
根據實際焊疤的情況來進行作業,「尼龍百葉片」的規格可以先以#240作為起點來進行;但如果表面的焊點過大,則可以使用再粗一號的進行過粗(如果不需要此步驟可省去);最後使用#320的進行收尾,就可以基本將焊疤打磨平整。

由於「尼龍百葉片」的切削能力以及強度較大,因此使用「尼龍百葉片」進行作業要小心造成工件不可逆的過度磨削。
2.使用「尼龍角磨片」
使用「尼龍角磨片」輪搭配角磨機或是使用粘扣式的尼龍片搭配砂光機;對上一工序留下的划痕進行進一步的打磨細化。

由於「尼龍角磨片」這一材質的特性,具有一定的柔軟度,加上表面塗覆有研磨顆粒,使其又具有一定的磨削能力,能夠有效去除划痕。常見的合適規格為「2S Fine」: 2S為2: 硬度、S: 磨料碳化硅、Fine: 約#220~#240,最合適的轉速,2700-5000RPM最快建議不要超過8000RPM以免有爆輪風險。
用砂輪配合角磨機或粘性尼龍片配合砂光機,將上一步產生的划痕打磨光滑。

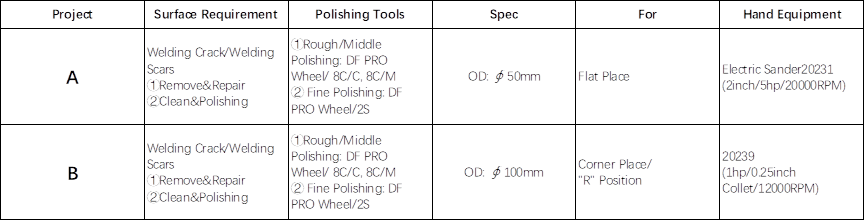
以上「尼龍百葉片」+「尼龍角磨片」使用的建議,我司還有一個二合一的快速方案(如下圖):
氣動手工具可搭配3M專用的DF-pro輪
規格8C: 粗(C/#120)、中(M/150~#180)與2S: 細(F/#220~#240)
加工後的表面約#320~#400
這樣就不用兩種耗材,前面兩道工序可以整合。但是價格稍高,客戶按需選擇。
3.使用「羊毛角磨片」
過砂至#400後,使用「羊毛角磨片」搭配角磨機,並配合我司不鏽鋼拋光綠蠟和白臘,要經粗拋輪+粗拋白蠟與細拋輪+細拋蠟(細/白蠟或綠蠟),能夠快速將鋼材表面打磨至鏡面效果。
詳細方案如下:
→DS粗拋麻輪150mm*12mm(厚)*16mm(孔)-GH處理+粗拋蠟SBA-751-2(粗白蠟) →DC細拋布輪150mm*12mm(厚)*16mm(孔)或BC細拋斜裁輪150*16P*16mm(孔)+細拋蠟SBW-804(細白蠟)或SBG-901(細綠蠟)

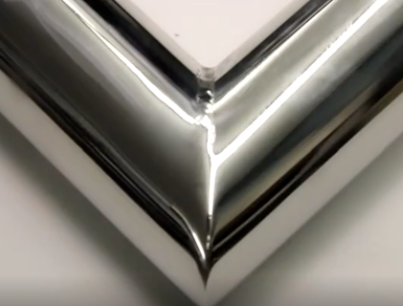
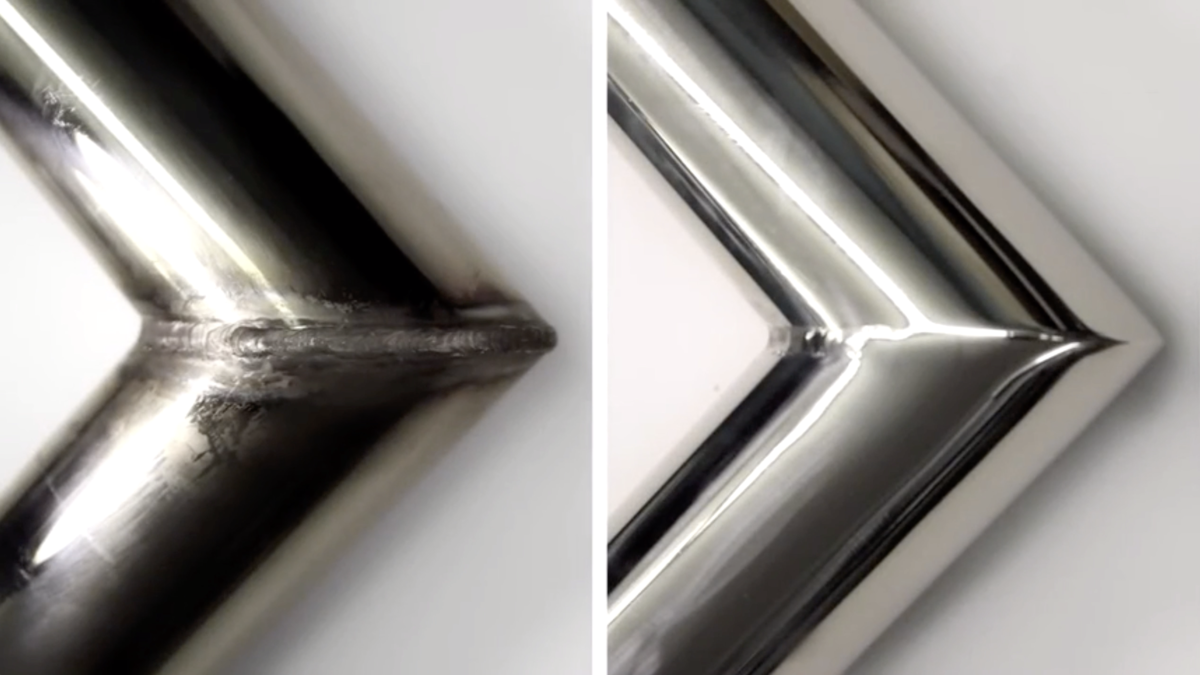
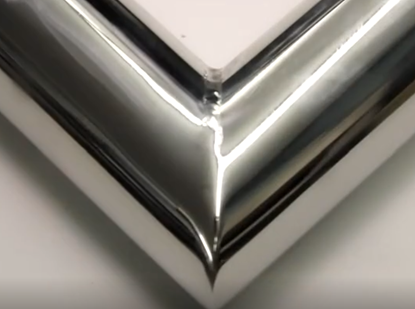
圓管「直角位」打磨拋光的效果展示:
拋磨前
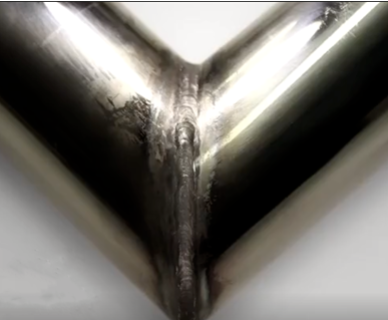
拋磨後