這期我們來看看樂器是如何拋光的吧!
材料
銅管樂器一般原材料為銅(黃銅、紅銅),所以今天來講講適合銅材的拋光方案。

定型
原銅材一開始都需要壓製成型,才可以有樂器的基本形狀出現。

▲正在壓制的銅材
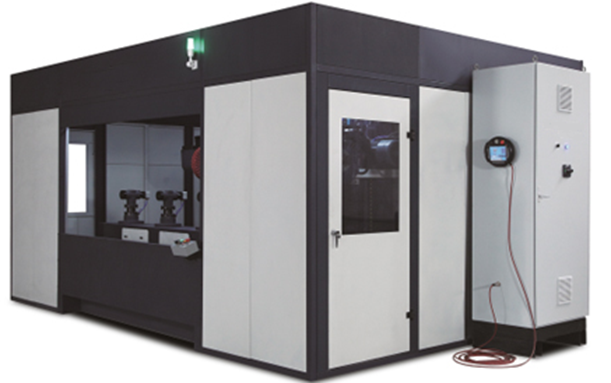
銅材定型後,可以開始拋光工序,拋光前,需要對工件進行打磨,這是所有拋光工藝中前期都需要進行步驟。

▲打磨工件
工件完成打磨之後,就可以上機拋光了,初步拋光之後表面平整很多,但仍然比較粗糙,所以需要用麻輪繼續拋光工件,這個階段可以稱為中粗拋。樂器的範疇是很廣泛的,我們先舉小喇叭、大喇叭、薩克斯風等類型的樂器做舉例。

關於管身外部的拋光,我們有以下建議的布輪如下
| Step | Recommended Wheels | Part |
| 1 | DS-14″*6P | Rough Polishing-Shape |
| 2 | DS-3″or4″*6P | Rough Polishing-Inside |
| 3 | DC-9/2″*22P | Rough Polishing-Key slot &body gap |
| 4 | DC-12″*20P | Rough Polishing-Key slot &body gap |
| 5 | BC-12″*16P*5″ DC-12″*11P | Middle Polishing -(BC wheel between DC wheels) -extensive polishing |
| 6 | LL-10″*10P | Fine Polishing- Key slot &body gap |
| 7 | LL-12″*10P | Fine Polishing-whole body |
| 8 | LL-14″*10P | Fine Polishing-whole body |
| 9 | LL-12″*8P | Fine Polishing-whole body |
| 10 | LL-14″*8P | Fine Polishing-whole body |
關於管內的拋光,我們有以下建議的布輪如下
| Step | Recommended Wheels | Part |
| 1 | DC-3-1/2”*9P | Middle Polishing-Inside the pipe mouth |
| 2 | DC-3″*20P | Middle Polishing -Polish away soldering fluid, etc.(Parts & Welded units) |
| 3 | DC-65mm*10P | Checking- Fine Polishing-Inside-Whole body |
| 4 | LL-65mm*10p | Checking- Fine Polishing-Inside-Whole body |
| 5 | LL-4″*15P | Checking- Fine Polishing-Inside-Whole body |
樂器的分解圖

焊接
初期成型後,就可以焊接樂器相應部位,通常搭配助焊劑

間隙整修
已組合的部分(例如小喇吧按鍵的間隙不好拋光),則使用我們建議的特殊布卷搭配銅油的方式進行
清理
壓縮空氣去除銅屑

清洗
最後,將工件放入熱浸脫脂劑,可去除工件表面油脂和雜質

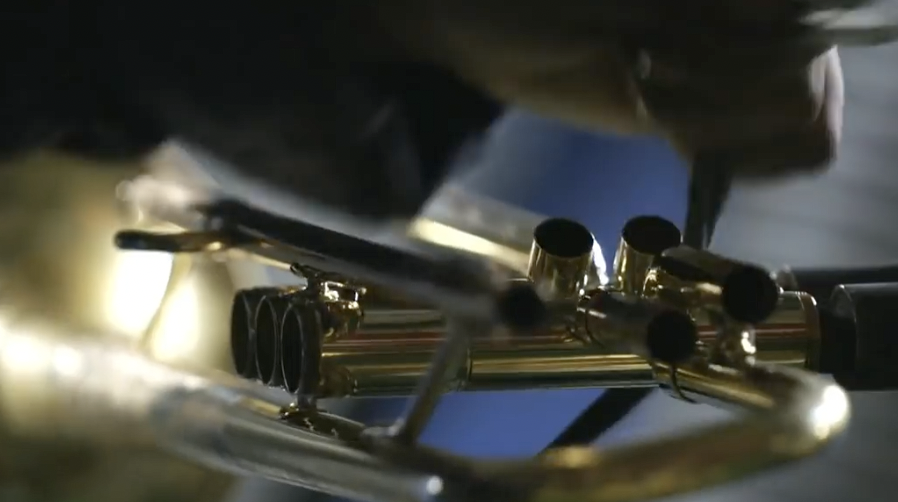
完成
這樣金光閃閃的樂器就做好了,人類文明對美好與藝術的追求,同樣離不開拋光工藝。