砂輪,為固結磨具的一種,是磨削加工的重要組成部分,有著不可或缺的作用;可用於硬度較高的鋼材磨削,如高速鋼,高碳鋼,淬火鋼,合金鋼等;可對金屬或非金屬工件的外圓、內圓、平面和各種型面等進行粗磨、半精磨和精磨以及開槽和切斷等。
砂轮的制作
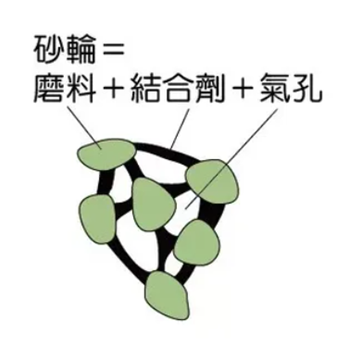
砂輪是由磨料和結合劑混合,經過壓坯、乾燥和燒結而製成的多孔體。
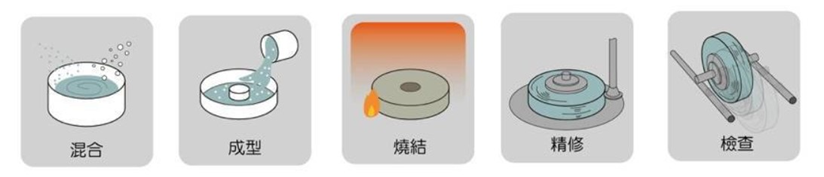
砂輪的製作包括五個步驟分別是:
混合磨料、結合劑→壓縮成型→放入窯中燒結→精修尺寸精度和形狀→檢查品質
砂輪的分類
按所用磨料分類
1.普通磨料
剛玉和碳化矽等砂輪
2.天然磨料超硬磨料
金剛石和立方氮化硼等砂輪
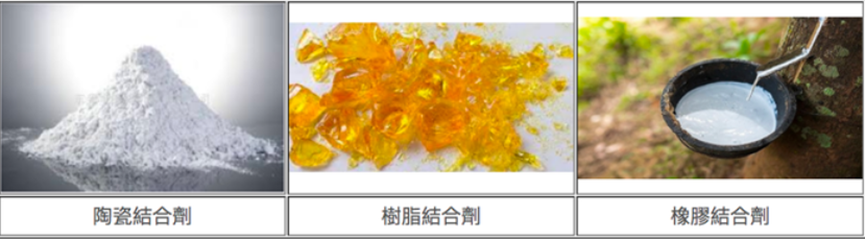
按結合劑分類
可分為陶瓷砂輪、樹脂砂輪、橡膠砂輪、金屬砂輪等。
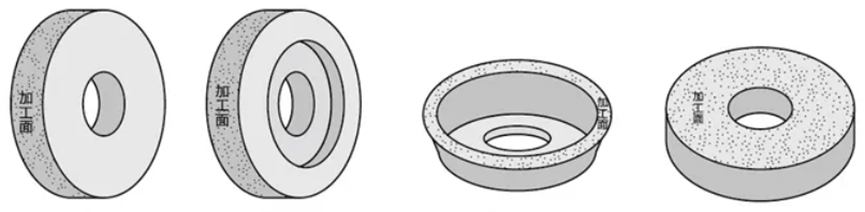
按形状分类
按形狀分類
雙面凹砂輪:PSA PSA D × H × d—2—d 1 × t 1 × t 2,應用範圍為磨外圓、無心磨和刃磨刀具;
雙斜邊砂輪:PSX PSX D × H × d,應用範圍為齒輪和螺紋的磨削;
碗形砂輪:BW BW D × H × d,應用範圍為導軌磨及刃磨刀具;
筒形砂輪:N N D × H × d,應用範圍為立軸端磨平面;
平形砂輪:P P D × H × d,應用範圍為磨外圓、內圓、平面和無心磨等;
碟形砂輪:D D D × H × d,應用範圍為刃磨刀具前面;
砂轮的选择
砂輪的特性主要是由磨料、細微性、結合劑、硬度、組織、形狀和尺寸等因素決定。
1.砂輪的材質:這主要取決於要磨削的材料種類和硬度。例如,對於鋼或合金鋼的研磨,通常使用氧化鋁或氧化鋯氧化鋁的砂輪;對於鑄鐵和非金屬材料的研磨,可以選擇碳化矽磨料。
2.砂輪的細微性:這主要取決於工件的表面粗糙度和磨削效率要求。粗細微性砂輪可以快速削除工件體積,適用於粗磨和軟金屬的磨削;細細微性砂輪可以獲得更好的表面粗糙度,適用於精磨和硬金屬的磨削。

3.砂輪的組織狀態:緊密、中等、疏鬆的組織狀態會影響砂輪的磨削效果和工件表面的粗糙度。通常粗磨和磨削軟金屬時,應選用疏鬆組織的砂輪;成型磨削和精密磨時,應選用較緊密組織的砂輪。

4.砂輪的形狀和尺寸:根據磨床條件和工件形狀來選擇合適的砂輪形狀和尺寸,以提高砂輪的線速度、生產率和工件表面品質。
5.砂輪的結合劑:陶瓷結合劑砂輪硬度高、耐磨性好,適用於磨削硬質合金等高硬度材料;樹脂結合劑砂輪強度高、耐衝擊,適用於磨削鋼材等韌性材料;橡膠結合劑砂輪彈性好,適用於磨削有色金屬等軟材料。
在選擇砂輪時,還需注意安全問題,避免選擇存在裂紋、磨損嚴重或不符合安全標準的砂輪。,使用時需要保持通風良好等。另外砂輪的更換十分麻煩,非必需時,只要機床上現有的砂輪大致符合磨削要求,就不必更換,而是通過適當地修整砂輪,選用合適的磨削用量來滿足加工要求。