This article is also available in the following languages:
![]() English
English ![]() Tiếng Việt
Tiếng Việt
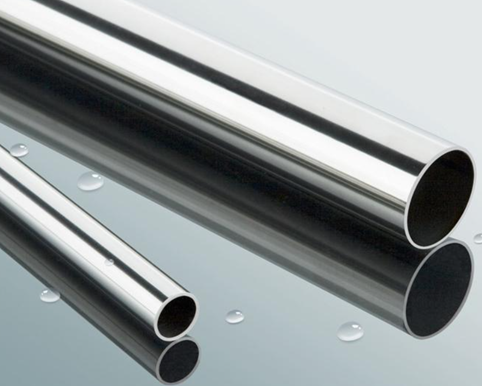
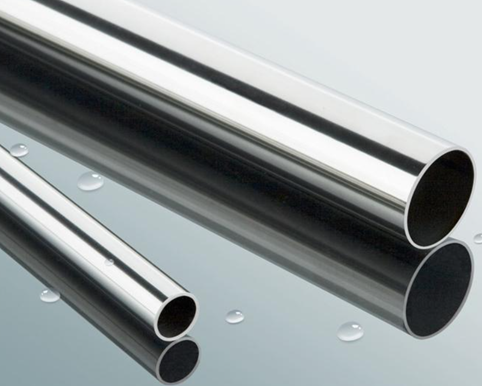
在日常生活中,不鏽鋼材質常用於生活中的各種地方,一些會要求其外觀整潔光亮,對其表面的要求比較高,這時就需要到鏡面拋光處理。
經過鏡面拋光處理後,鋼管的耐腐蝕性會變得更高,不易結垢,保持清潔。
不鏽鋼管(板)的鏡面表面處理標準
不鏽鋼管(板)表面拋光研磨後,表面達到可以照物映人的程度,就可以稱其為「鏡面」。

NO.1——經過鍛冶及去垢之熱軋板,呈銀白色,沒有光澤,是熱軋到規定厚度經過退貨和除磷後呈現的一種粗燥且無光澤的表面,常用於對表面光澤度不高的製造用途。
NO.2D——鈍面,經過鍛冶及去垢之冷軋板
NO.2B——霧面,作法與2D相同,但光澤度較好,只是多加一道冷軋滾光機處理之亮面冷軋板。
BA——亮面,冷軋後經實施熱處理者,表面更為光亮,就是俗稱的6K表面,這是最常用的表面加工,該加工也可以作為拋光的第一步,常用於建築材料、廚房用具等等。
NO.3——2B板經過 #80及 #100之Al2O3砂帶處理
NO.4——3號板經過 #120之Al2O3砂帶徽再經過 #150 SiC砂帶之處理,表面狀況是非常之細面均勻的砂痕,即常說的中間研磨表面。

NO.5——4號板經過不織布環帶或不織布刷輪處理,表面線條非常細而均勻,且具光澤
NO.6—— 4號板經過金鋼砂與油處理之白棕輪刷磨加工處理,表面有細絲絨的鍛面啞光效果
NO.7—— 4號板經過 #280或 #320 SiC砂帶及布輪與鏡面拋光油之處理
NO.8—— BA板直接使用垂直型混紡羊毛輪加特殊拋光溶液之濕式處理,表面無刮痕完全鏡面效果,即所謂8K鏡面研磨表面,根據鏡面要求不同分為普通8K和精8K,常用於反光鏡、裝飾面等場合。
HAIR LINE(即HL)—— 4號板經過一緩慢移動之 #150或 #180或 #240之砂帶下,其方向與鋼板行進方向相反,並且砂帶以加高壓接觸鋼板
常規的不鏽鋼鏡面主流有6K(BA面)、8K(NO.8)多種等級。隨著K值的增加,對工藝要求的增加,表面質量也會更好,其價格也會相對應的提高。
相同厚度的鏡面效果差別一般不大,8K鏡面比較亮,越厚越差,加工成本也越高。
拋光步驟

粗磨(粗拋)
使用80#或120#砂帶對不鏽鋼表面進行反復拋磨,拋至表面凹坑平整,對局部凹陷、焊接留下的焊點、碰撞和深划痕進行初步處理。
使用180#砂帶對初步處理過的不鏽鋼製品管進行打磨,去除上一步遺留的打磨線條,使表面達到無划痕和碰撞的效果。
中拋光(中拋)
使用240#砂帶將180#砂帶打磨出的線條打磨掉,對前一工序的接縫進行修整,進一步細化粗拋後產生的痕跡,使表面無划痕,基本變亮。
此過程要小心打磨,避免產生不必要的划痕和傷害,否則在下一步驟難以修復。
精加工(細拋)
使用320#砂帶打磨中拋過後的不鏽鋼管,此步驟可使研磨部分與未研磨部分的接縫基本消失,表面會呈現更加明亮的效果。 使用400#砂帶打磨掉320#砂帶打磨出來的線條。通過這個過程磨削的工件基本接近鏡面效果。
半出光
使用我司麻輪搭配拋光白蠟,對二次精磨後的產品反復拋光4~5次,可去除400#砂帶拋光的紋路。
出光
使用往復式寬軸拋光機,配上我司GH油處理的分面麻輪與無車線全棉斜裁布輪,再搭配細拋綠蠟,對2B不鏽鋼表面進行往復來回數次的拋光,最終可達7K的鏡面效果。
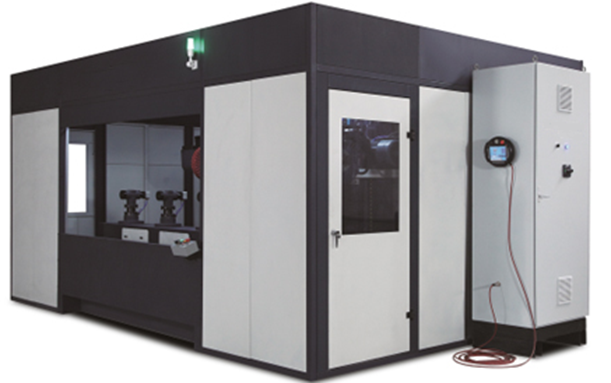
而8K鏡面,則是使用專用的立式濕式拋光機(Lapping Machine) ,目前有單頭、或4頭、或8頭的機械式、或32頭的數控式設備,配以羊毛氈輪與專用拋光液來加工,可將BA不鏽鋼板直接拋光達到完全鏡面的真8K品質。
以上是不鏽鋼水管(板)的鏡面拋光步驟介紹,具體方案可點擊右上方「聯繫我們」咨詢我司客服索要。