This article is also available in the following languages:
![]() English
English ![]() Tiếng Việt
Tiếng Việt
水龍頭是家居裝修中必不可少的廚衛用品,任何一個家庭每天都少不了用水,總要與小小的水龍頭進行頻繁的親密接觸。然而正是這麼一個頻繁使用但常常會被忽略掉的水龍頭,其所蘊含的工藝卻不簡單。
每一個水龍頭從無到有,中間的環節都不能忽視,都需經鑄造—機加工—拋光—電鍍等工序後才能製造出一個成品水龍頭。下面就帶大家簡單瞭解一下水龍頭的生產工藝。
水龍頭的鑄造工序
鑄造是指用熔融的合金材料製作產品的方法,將液態合金注入預先制備好的鑄型中,使之冷卻、凝固,而獲得所要求的形狀重量的毛坯或零件。水龍頭的基本外殼就是經鑄造後形成的。
水龍頭的機加工工序

機加工是指採用金屬切削加工車、銑、鑽、刨、磨、鏜等機床對工件進行各種切削加工,使 工件達到所要的尺寸精度和形狀位置精度及滿足圖樣要求。水龍頭鑄造後需經機加工處理,以確保加工尺寸的精度及加工面的光潔度,產品的密封性能及耐用性能。同時加工完的水龍頭外殼需要100%試氣檢驗,漏氣的一律報廢回爐。
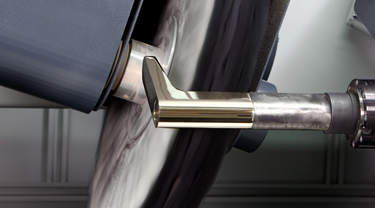
水龍頭拋光加工工藝
鑄造是指用熔融的合金材料製作產品的方法,將液態合金注入預先制備好的鑄型中,使之冷卻、凝固,而獲得所要求的形狀重量的毛坯或零件。水龍頭的基本外殼就是經鑄造後形成的。
不同材質的水龍頭需要定制不同的拋光方案。
江門鎂鋭科技有限公司在拋光等表面處理技術中使用的是百年歷史的鎂鋭MAKERAZE品牌技術,我們長期為客戶提供各種表面處理方案與高性能材料。如果有任何需求,歡迎與我們聯繫。
拋光過程中所需的拋光材料可以直接使用Makeraze產品。

銅材質拋光:
首先採用#80砂帶對銅質水龍頭進行粗磨加工,去掉表面的粗糙面和坑窪,再依次用#180、#320砂帶進行中磨,把表面磨細和修整外形輪廓;
接下來依次用#400、#500砂帶進行第三次磨削,使表面趨於較理想外觀和線條清晰、結構勻稱。緊接著用#600砂帶進行精加工,使表面達到理想外觀輪廓,表面已無明顯砂眼、氣孔缺陷。
最後用拋光布輪BC-#47A搭配拋光漿18KR2(黃)對水龍頭進行拋光,就可以達到良好的鏡面效果。
不鏽鋼材質:
依次用#80-#180-#320-#400-#500-#600砂帶對不鏽鋼質水龍頭進行粗磨加工,使表面無明顯砂眼、氣孔缺陷。
接著分別用拋光麻輪OS和粗拋布輪BC #51搭配拋光白漿227H進行拋光,處理殘留的打磨痕跡,提高表面平整度和光澤度。然後用中拋布輪BC #03進行拋光,進一步提高表面平整度和光澤度。
最後用細拋布輪BC #37A進行收光,形成良好的鏡面效果。
水龍頭的電鍍工藝
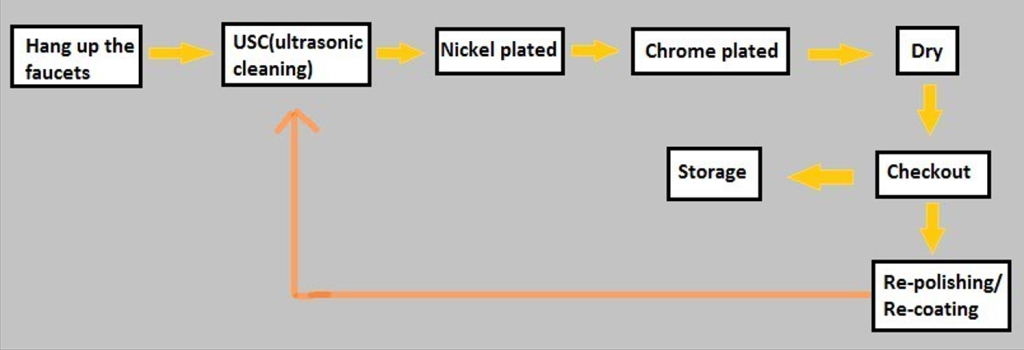
電鍍是利用電解原理在金屬表面鍍上一層金屬或合金從而起到防鏽蝕,提高耐磨性的工藝。電鍍有各種工藝,也有各種顏色,水龍頭常見的銀色就是鍍了鎳和鉻。
經上述工序處理後,再經組裝,一個成品水龍頭就製作完成了。
以上均圖片源自網絡