This article is also available in the following languages:
![]() English
English ![]() Tiếng Việt
Tiếng Việt
拋光過度
日常拋光過程中經常遇到的一個問題是“過度拋光”,即拋光時間過長導致模具表面變差。 過度拋光有兩種:“橘皮”和“點蝕”,多發生在機械拋光中。
工件出現「橘皮」的原因
不規則的粗糙表面稱為「橘皮」
產生 「橘皮」的原因有很多。 最常見的原因是由於拋光工件表面過熱或滲碳過多,拋光壓力過大和拋光時間過長是產生「橘皮」的主要原因。 例如: 拋光輪拋光,拋光輪產生的熱量很容易造成「橘皮」。 較硬的鋼可以承受更大的拋光壓力,而相對較軟的鋼更容易造成拋光過度。 研究表明,過度拋光的時間取決於鋼材的硬度。
消除工件「橘皮」的措施
當發現拋光工件表面質量不好時,很多人加大拋光壓力,延長拋光時間,這樣往往會使表面質量變差。
這時候可以用以下方法補救:
1. 去除有缺陷的表面,研磨粒度比上一個使用的砂號粗一點,然後再進行研磨,拋光力比上一個低。
2. 用低於25℃的回火溫度進行應力消除,拋光前用最細的砂號研磨,直到達到滿意的效果,最後用較輕的力度拋光。
形成工件表面「點蝕」的原因
由於鋼中的一些非金屬雜質,通常是硬而脆的氧化物,在拋光過程中被從鋼表面拉出,形成微坑或點蝕。
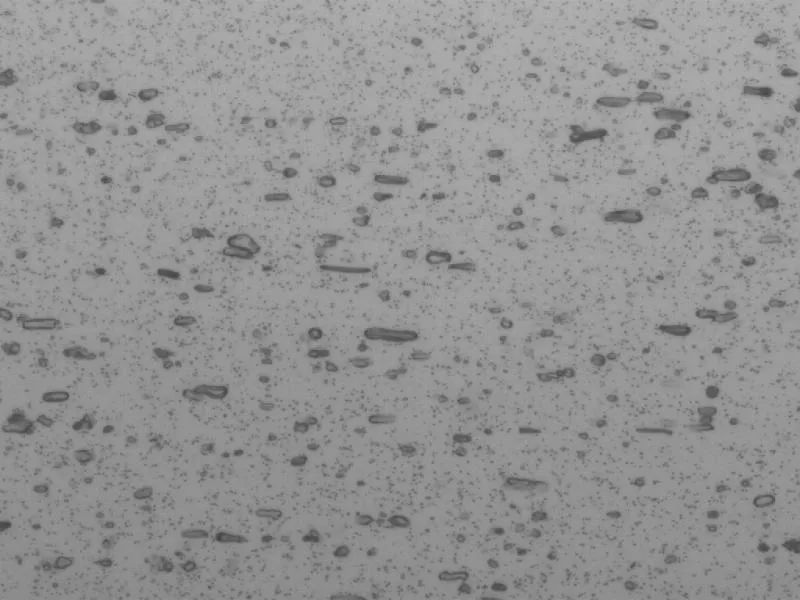
「點蝕」的主要因素如下:
1.拋光壓力過大,拋光時間過長。
2.鋼材的純度不夠,硬質雜質含量高。
3.工件表面生鏽。
4.黑皮料未清理乾淨。
消除工件點蝕的措施
1.在進行拋光程序之前,使用砂粒粒度比先前所使用的粒度略粗一級和柔軟而鋒利的油石將表面小心地重新研磨。
2.砂粒尺度小於1mm時應避免使用最軟的拋光工具。
3.使用盡可能短的拋光時間和最小的拋光力度。
油石是指一種天然礦物經燒結而成的物質。「油石」本為黑色或棕黑色,暴露在地面上的則因風化而呈灰白色,表面看起來不像含有油質,但用熱氣蒸餾時,其中的有機物分解而成煤油,故而得名。其質地細密堅韌,可用作磨具。後來也把用磨料和結合劑等製成的條狀固結磨具稱為油石。
拋光是一個非常重要的工序,它關係到工件的質量和壽命,也決定了產品的質量。 掌握拋光的工作原理和工藝過程,選擇合理的拋光方案,可以提高工件的質量和壽命,進而提高產品的質量。