This article is also available in the following languages:
![]() English
English ![]() 繁體中文
繁體中文
Đối với các sản phẩm cao cấp, lớp phủ hoàn thiện phủ sáp thường được sử dụng để nâng cao độ hoàn thiện của bề mặt sản phẩm.
Chúng ta cần phải hiểu một số kỹ năng liên quan đến việc sử dụng bánh xe vải trong đánh bóng, điều này có thể giúp giảm thiểu một số chi phí cho việc thực hiện các phương pháp thử và sai không cần thiết cho doanh nghiệp.
Giới thiệu
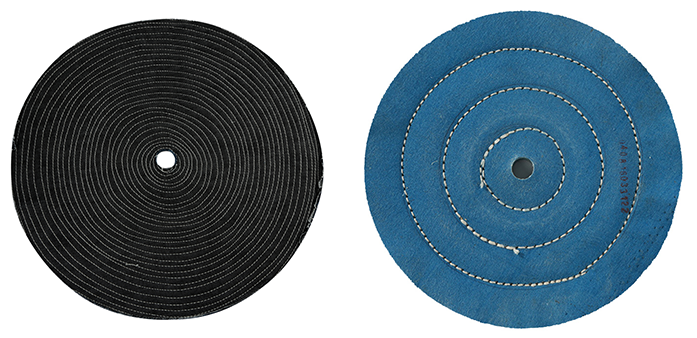
Bánh xe vải đánh bóng là một bánh xe phẳng được tạo ra từ việc ép nhiều mảnh vải lại với nhau. Chúng ta cần phải hiểu một số kỹ năng liên quan đến việc sử dụng bánh xe vải trong đánh bóng, điều này có thể giúp giảm thiểu một số chi phí cho việc thực hiện các phương pháp thử và sai không cần thiết cho doanh nghiệp. Nó được làm từ nhiều loại vải cotton, nỉ mịn, lụa và da hươu, và nhờ vậy nó có độ đàn hồi tốt.

Tuy nhiên, việc ép khuôn cố định cũng cần trải qua một số phương pháp xử lý hóa học để tăng cường khả năng đánh bóng, tăng cường chất xơ để kéo dài mục đích sử dụng, tăng độ mềm, tăng cường khả năng “mô phỏng”, cải thiện khả năng giữ bóng, bôi trơn và chống cháy . Các phương pháp xử lý thông thường là tẩy trắng, ép keo, xử lý dầu, xử lý nước, v.v.
Các thủ thuật
1. Kích thước của bánh xe vải đánh bóng đã được lựa chọn sẽ được xác định bởi công suất động cơ của máy đánh bóng. Trục quay của động cơ phải phù hợp với khẩu độ của bánh xe được đánh bóng.

2. Vận tốc tuyến tính của bề mặt bánh xe được đánh bóng có đồng đều hay không sẽ quyết định chất lượng của hiệu ứng đánh bóng. Bánh xe đánh bóng sẽ chỉ hoạt động tốt nếu vận tốc tuyến tính bề mặt của bánh xe đánh bóng đồng đều. Do đó, nếu chọn bánh xe đánh bóng quá lớn với động cơ nhỏ hơn, vận tốc tuyến tính đánh bóng sẽ giảm đi nhiều và do đó ảnh hưởng đến chất lượng đánh bóng.

3.Chọn độ cứng thích hợp của bánh xe vải đánh bóng tuỳ thuộc vào khoảng thời gian khâu. Đường khâu và khoảng cách của bánh xe được đánh bóng có thể được sử dụng để điều chỉnh độ đàn hồi và độ cứng của nó. Các kiểu khâu phổ biến bao gồm xoắn ốc, đồng tâm, bàn cờ và xuyên tâm. Khoảng cách giữa các mũi khâu càng lớn thì độ cứng càng thấp.