
This article is also available in the following languages:
![]() English
English ![]() 繁體中文
繁體中文
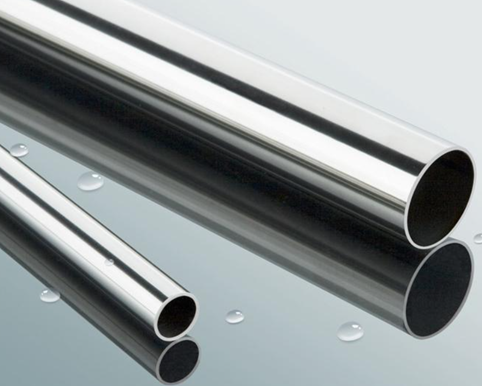
Trong cuộc sống hàng ngày của chúng ta, vật liệu thép không gỉ thường được sử dụng ở nhiều nơi, một số sẽ yêu cầu vẻ ngoài sạch sẽ và sáng sủa, yêu cầu về bề mặt cao, lúc đó, bạn cần tiến hành xử lý đánh bóng gương.
Sau khi xử lý đánh bóng gương, khả năng chống ăn mòn của ống thép sẽ trở nên vượt trội hơn, không dễ đóng cặn và luôn giữ được sự sạch sẽ.
Tiêu chuẩn Đánh bóng gương cho Ống (tấm) thép không gỉ
Sau khi được đánh bóng và mài, bề mặt của ống (tấm) thép không gỉ có thể phản chiếu đồ vật và con người, đây có thể gọi là “hiệu ứng gương”.

SỐ 1——Tấm cán nóng sau khi rèn và tẩy cặn, trông có màu trắng bạc, không bóng, là bề mặt thô ráp và không được đánh bóng, qua quá trình ủ và khử photpho được cán nóng đến độ dày quy định, thường được sử dụng để sản xuất với yêu cầu độ bóng bề mặt thấp.
SỐ 2D——Bề mặt được thụ động hóa, tấm cán nguội sau khi rèn và tẩy cặn
SỐ 2B——Bề mặt mờ như sương mù,tương tự như 2D, nhưng có độ bóng tốt hơn, là một loại tấm cán nguội có bề mặt sáng được thêm vào quy trình cán nguội bằng máy lật.
BA——Bề mặt bóng loáng, được xử lý bằng cách xử lý nhiệt sau khi cán nguội, bề mặt trở nên bóng hơn, thường được gọi là bề mặt 6K. Đây là phương pháp xử lý bề mặt phổ biến nhất, cũng có thể được sử dụng như bước đánh bóng đầu tiên, thường được sử dụng trong vật liệu xây dựng, dụng cụ nhà bếp, v.v.
SỐ.3 ——-Tấm thép không gỉ 2B được xử lý bằng dây đai nhám Al2O3 #80 và #100.
SỐ 4——Sau khi xử lý bằng đai nhám #120(Al2O3) và đai nhám #150(SiC), bề mặt tấm số 3 sẽ có vết cát rất mịn và đều, thường được gọi là “Bề mặt mài trung gian”.

SỐ 5——Sau khi được xử lý bằng đai vòng không dệt hoặc đĩa đánh bóng dạng cọ không dệt, bề mặt tấm số 4 có các đường rất mảnh, đều và bóng.
SỐ 6——Tấm số 4 sau quá trình mài đĩa đánh bóng dạng cọ màu nâu trắng được xử lý bằng SiC và dầu, bề mặt của nó sẽ có hiệu ứng hoàn thiện mờ và sa tanh mịn như nhung.
SỐ 7—— Tấm số 4 đã được xử lý bằng đai nhám SiC #280 hoặc #320 và đĩa đánh bóng bọc vải kết hợp với dầu đánh bóng gương.
SỐ 8——Tấm BA được xử lý ướt bằng đĩa đánh bóng dọc bằng len dệt và dung dịch đánh bóng đặc biệt, bề mặt của nó không có bất kỳ vết trầy xước nào và đạt hiệu ứng gương hoàn hảo, được gọi là “bề mặt đánh bóng gương 8K”. Để đáp ứng các yêu cầu khác nhau về bề mặt gương, có loại 8K thông thường và có loại 8K đặc biệt, thường được sử dụng cho gương phản chiếu, bề mặt trang trí và các mục đích khác.
VẾT NỨC HẸP TRÊN BỀ MẶT——Tấm số 4 đi qua đai chà nhám chuyển động chậm #150 hoặc #180 hoặc #240, hướng ngược lại với hành trình của tấm thép và đai chà nhám với áp suất cao tiếp xúc với tấm thép.
Bề mặt gương bằng thép không gỉ thông thường có nhiều loại khác nhau, như 6K (bề mặt BA), 8K (SỐ 8). Với giá trị K cao hơn và yêu cầu của quá trình thực hiện cao hơn, nên chất lượng bề mặt sẽ tốt hơn và dẫn đến giá thép không gỉ cũng sẽ cao hơn.
Hiệu ứng gương của thép không gỉ có cùng độ dày nhìn chung không khác biệt nhiều, bề mặt gương 8K sáng hơn. Hơn nữa, sản phẩm càng có đội dày nhiều thì hiệu ứng gương càng kém và chi phí xử lý sẽ cao hơn.
Các bước đánh bóng

Đánh bóng thô
Lặp đi lặp lại việc đánh bóng bề mặt thép không gỉ bằng cách sử dụng đai nhám 80# hoặc 120#, cho đến khi các vết rỗ trên bề mặt trở nên nhẵn mịn. Xử lý ban đầu các vết lõm cục bộ, các mối hàn do việc hàn để lại, va chạm và các vết xước sâu.
Đánh bóng các ống thép không gỉ sau khi xử lý ban đầu bằng băng nhám 180#, loại bỏ các đường mài còn sót lại ở bước cuối cùng, giúp bề mặt không bị trầy xước và va chạm.
Đánh bóng trung bình
Sử dụng đai nhám #240 để đánh bóng các đường mài do đai nhám #180 tạo ra, cắt các mối nối do đánh bóng thô, tinh chỉnh thêm các vết gây ra sau khi đánh bóng thô, giúp bề mặt không bị trầy xước mà còn trở nên sáng bóng.
Bạn nên đánh bóng cẩn thận trong bước này để tránh những vết trầy xước và những vết nức không cần thiết; nếu không sẽ rất khó để sửa chữa trong bước tiếp theo.
Đánh bóng mịn
Đánh bóng các ống thép không gỉ sau khi đánh bóng trung bình bằng đai chà nhám 320 #; Bước này có thể làm biến mất các mối nối giữa phần được đánh bóng và phần không được đánh bóng, giúp bề mặt sáng hơn. Sau đó, sử dụng đai chà nhám 400# để đánh bóng các đường do đai nhám #320 tạo ra để phôi tiếp cận hiệu ứng gương.
Xử lý bán gương
Sử dụng đĩa đánh bóng sisal của chúng tôi với sáp đánh bóng màu trắng, đánh bóng sản phẩm sau khi đánh bóng mịn thứ cấp 4 ~ 5 lần, có thể loại bỏ các đường đánh bóng do đai chà nhám 400 # gây ra.
Đánh bóng gương hoàn thiện
Bằng cách sử dụng máy đánh bóng trục rộng loại chuyển động tịnh tiến với chất đánh bóng salu đĩa (xử lý dầu GH) và chất đánh bóng vải cắt thiên vị (Tất cả bông & không cần may), phù hợp với sáp đánh bóng mịn màu xanh lá cây, đánh bóng nhiều lần bề mặt thép không gỉ 2B, có thể đạt được đến hiệu ứng gương 7K cuối cùng.
Trong khi đối với bề mặt gương 8K, chúng tôi khuyên bạn nên sử dụng máy đánh bóng dọc đặc biệt, loại cơ học có một đầu, hoặc 4 đầu, hoặc 8 đầu hoặc loại điều khiển số với 32 đầu, phù hợp với đệm nỉ len và chất lỏng đánh bóng đặc biệt để đánh bóng, theo cách này , có thể đánh bóng trực tiếp các tấm thép không gỉ BA thành một bề mặt gương hoàn hảo, chúng tôi gọi là “CHẤT LƯỢNG 8K THẬT”.
Trên đây là phần giới thiệu các bước đánh bóng gương ống (tấm) thép không gỉ Đối với các giải pháp cụ thể, bạn có thể nhấp vào mục “Liên hệ với chúng tôi” ở phía trên bên phải để yêu cầu dịch vụ khách hàng của chúng tôi.



