

This article is also available in the following languages:
![]() English
English ![]() 繁體中文
繁體中文
Khi dân số già đi, bệnh thoái hóa xương khớp trở thành một căn bệnh phổ biến và thường gặp. Khi công nghệ khớp nhân tạo hoàn thiện và không ngừng cải tiến, ngày càng nhiều bệnh nhân thoái hóa xương khớp lựa chọn thay thế khớp nhân tạo để giảm đau và phục hồi chức năng khớp.
Khớp nhân tạo chủ yếu được sử dụng trong điều trị chấn thương khớp và mất chức năng khớp do bệnh lý khớp gây ra. Hiện nay, vật liệu khớp nhân tạo thông dụng bao gồm kim loại, polyethylene trọng lượng phân tử cao và gốm.
Các vật liệu kim loại chủ yếu bao gồm hợp kim titan (titan và hợp kim titan) và hợp kim coban (crom coban, hợp kim niken coban, molypden crom coban, v.v.).
Do đó, cấy ghép titan và hợp kim titan đã được đưa vào danh mục thiết bị y tế thứ ba và là vật tư tiêu hao có giá trị cao để sử dụng trong lĩnh vực y tế. Do đó, cấy ghép titan và hợp kim titan đã được đưa vào danh mục thiết bị y tế thứ ba và là vật tư tiêu hao có giá trị cao để sử dụng trong lĩnh vực y tế.

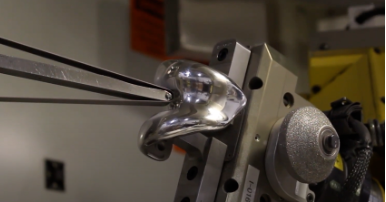
Việc xử lý bề mặt của khớp nhân tạo là rất quan trọng vì nó sẽ được cấy vào cơ thể.
Khó xử lý
Vật liệu hợp kim titan được công nhận là khó xử lý, vì thế đánh bóng hợp kim titan gặp khó khăn vì khả năng chống mài mòn của nó (độ dẫn nhiệt thấp, biến dạng dẻo nhỏ) và hiệu năng xử lý kém (cứng hóa khi làm việc, mức độ hấp dẫn lớn với công cụ), vì vậy, trong việc xử lý bề mặt, robot công nghiệp cùng phần mềm và phần cứng của nó yêu cầu độ chính xác cao hơn.
Các loại khác nhau
Có rất nhiều loại vật liệu hợp kim titan, hàng trăm hợp kim đã được phát triển trên toàn thế giới, trong đó có 20 đến 30 loại được biết đến nhiều nhất, như Ti-6Al-4V, Ti-5Al-2.5Sn, Ti-2Al-2.5Zr, Ti-32Mo, Ti-Mo-Ni, Ti-Pd, SP-700, Ti-6242, Ti-10-5-3, Ti-1023, BT9, BT20, IMI829, IMI834, v.v.
Hợp kim titan đầu tiên được ứng dụng thực tế là hợp kim Ti-6Al-4V được phát triển thành công tại Hoa Kỳ vào năm 1954. Do có khả năng chịu nhiệt tốt, độ bền, độ dẻo, độ bền chịu va đập, khả năng tạo hình, khả năng hàn, khả năng chống ăn mòn và khả năng tương thích sinh học xuất sắc, nó đã trở thành hợp kim chiếm ưu thế trong ngành công nghiệp hợp kim titan, với tỷ lệ sử dụng hợp kim này chiếm từ 75 đến 85% tổng lượng hợp kim titan. Nhiều hợp kim titan khác có thể được coi là biến thể Ti-6Al-4V.
Ngoài ra, kể từ những năm 1970, các hợp kim có khả năng nhớ hình như Ti-Ni, Ti-Ni-Fe, Ti-Ni-Nb đã được ứng dụng nhiều trong kỹ thuật.
Đánh bóng tự động
1-Máy đánh bóng

Với các Bộ trình điều khiển thông minh, hệ thống công nghệ điều khiển công suất/bit độc đáo, động cơ servo giám sát trạng thái mài động và bù tương ứng trong vài mili giây để đạt được khả năng tự điều chỉnh độ lệch kích thước/hình dạng phôi. Độ nhất quán cao của hiệu ứng quy trình đảm bảo tính đồng nhất của số lượng cắt trong khi vẫn duy trì tính đồng nhất của chất lượng sản phẩm.
2-Các bước đánh bóng
Chà nhám:
Sử dụng các thương hiệu và thông số kỹ thuật đặc biệt để đạt được hiệu quả tốt nhất (vui lòng liên hệ với chúng tôi để biết thêm thông tin)
Bước đầu tiên: 2 “*96” A65
Bước thứ hai: 2 “*96” A30
Ánh sáng rõ:
Vị trí của đầu bánh xe vải lên xuống và cánh tay giữ phôi trên bánh xe gió để đánh bóng lần thứ hai.
Đầu tiên: Bánh xe gió đặc biệt 18 inch + sáp đánh bóng đặc biệt
Thứ hai: Bánh xe gió thông số kỹ thuật đặc biệt 18 inch + sáp đánh bóng đặc biệt

Ưu điểm: Mặc dù sử dụng máy này, các bước ban đầu và các bước tiếp theo bị thay đổi rất nhiều, chẳng hạn như kiểm tra và sửa chữa sau khi đánh bóng. Nhưng nó vẫn cần thiết, bởi vì nó giúp tiết kiệm đáng kể thời gian làm việc và đào tạo nhân viên kỹ thuật, đồng thời cải thiện môi trường làm việc (đóng).
Đánh bóng thủ công
Quy trình cơ bản của công việc thủ công: Có ba phần cần được mài, vì vậy mỗi phần nên có quy trình sau.
1- Tạo hình
Phôi thô được hình thành với bánh mài tốc độ cao.
2-Chà nhám
Bước 1: Chà nhám – Đai mài mòn #60
Bước 2: Chà nhám – Đai mài mòn #80
Bước 3: Chà nhám – Đai mài mòn #240
Chà nhám – vật tư tiêu hao đặc biệt cần bảo mật, vui lòng liên hệ với chúng tôi để biết thêm thông tin.
3-Đánh bóng
Bước 1: Bánh xe len (sản xuất tại Đức) 300 * 25 * 25 (độ cứng đặc biệt) + sáp màu xanh đặc biệt của chúng tôi
Với bước này, phần phía sau của bánh xe vải chỉ cần được bánh xe phẳng quét nhẹ, và có thể tiết kiệm được nhiều giờ làm việc hơn.
Bước 2: Bánh vải phẳng – 12″20P7/8 + sáp xanh đặc biệt của chúng tôi

Công ty chúng tôi có nhiều kinh nghiệm trong kỹ thuật đánh bóng và có nhiều năm kinh nghiệm thực tế và thử nghiệm các kế hoạch, quy trình, v.v. để xử lý bề mặt phôi. Chúng tôi có thể tùy chỉnh giải pháp đánh bóng tốt nhất cho các yêu cầu chất lượng khác nhau.
Nếu bạn quan tâm đến thông số kỹ thuật chi tiết của các sản phẩm cần thiết cho sơ đồ đánh bóng cụ thể cho khớp nhân tạo hợp kim titan được đề cập ở trên, vui lòng quét mã QR bên dưới và liên hệ với dịch vụ khách hàng của chúng tôi để biết sơ đồ đánh bóng cụ thể.



